A pipe flange connects piping and components in a piping system by use of bolted connections and gaskets. Most commonly used flanges are weld neck flange, slip on flange, blind flange, socket weld flange, threaded flange and lap joint flange (RTJ Flange). This type of connection in a pipe flange allows for ease of disassembly and separation for repair and regular maintenance. Most common specification for carbon steel and stainless steel flange is ANSI B16.5 / ASME B16.5.
Metal flanges are commonly used for industrial, commercial, and institutional application. Steel pipe flanges are available in variety of styles and pressure classes. Metal flanges are classified from 150 to 2500 # rating. In addition to specifying pressure class, certain flanges such as weld neck flange & socket weld flange also require specifying the pipe schedule. This ensures the pipe bore will match the bore of the weld neck or socket weld flange.
Trupply offers wide variety of pipe flanges in carbon steel, stainless steel and nickel alloy. We can also provide special flanges such as long weld neck flange, special material request and high-yield pipe flanges.
Buy Carbon Steel and Stainless Steel Flanges Online with instant online prices ! Click on links below;
As common as it may seem to many people, a lot of customer ask what is a flange? Trupply has created a demonstration video to explain different types of flanges, its features and how they are used on the pipe. Metal flanges are manufactured as per ASME B16.5. These flanges are also called ANSI Flanges.
*see video transcript at the end of page
There are six most commonly used flanges, also knows as ANSI Flange, ASME B16.5 Flange.
Weld Neck Flange
This flange type is designed to be connected by a butt weld connection to the pipe or equipment requiring a flanged joint. Welding neck provides good service under variety of temperature and pressure applications. A weld neck flange must specifiy the pipe schedule for the bore. Due to the welding neck, it is a popular choice on pressure vessels and for creating man-holes etc. These flanges are also knows as ANSI Flange or ASME B16.5 Flange
Slip On Flange
A slip on flange is designed to slip over the end of pipe. It allows for easy positioning before welding. Both the inside and outside of the pipe is welded on the slip on flange. See picture on the right. The pipe is generally inserted all the way, inside the slip on flange, leaving only the gap equivalent to wall thickness of pipe. These flanges are also knows as ANSI Flange or ASME B16.5 Flange
Lap Joint Flange
A lap joint flange is also knows as Van Stone Flange. This type of flange consists of both a stub end and a flange.The flange itself is not welded but rather the stub end is inserted / slips over the flange and is welded to pipe. This arrangement helps in flange alignment in conditions where non-alignment may be an issue. In a lap joint flange, the flange itself is not in contact with the fluid. The stub end is the piece which gets welded to the pipe and is in contact with the fluid. Stub ends comes in type A and type B. Type A stub ends are most common. Lap joint flange only comes in flat face. People confuse lap joint flange with slip on flange as they look very similar with the exception that lap joint flange has round eges on the back side and a flat face.
Threaded Flange
Threaded flange is also called screwed flange or screwed-on flange. This type of flange is used where welding is not an option. Threaded flange is most commonly used on low pressure applications and smaller pipes (up to 4" nominal).
Blind Flange
A blind flange is a solid flange with no bore or threaded hole and is used to close the end of pipe, fittings, valves or equipment. Blind pipe flange is also used for pressure testing equipment. Blind flange comes both as raised face and flat face.
Spectacle Blind Flange
Spectacle and line blind flanges are similar to a blind flange but different because they fit between two flnges. Spectacle blind gets their name from similarity to pair or eye glasses. Once side of spectacle blind is fully closed for complete flow shutt off, whereas the other end is open for full flow. In this setup the blinds can be rotated without having to take the system apart. It also gives visual confirmation if the line is open or close.
Orifice Flange
Orifice flange is a special flange and is always used in pairs. It is used in conjunction with orifice plate for measure flow of liquids and gases in a piping system. Orifice flanges are pre-drilled with tapped holes made in the flange rims to accommodate metering pipe. The flange that makes up the orifice flange is usually a welding neck flange. Slip on and threaded flange are also used sometimes as end connection. In an orifice flange, the pipe must be drilled to accommodate the tapped hole through which the pressure is sensed. The picture above illustrates the working of orifice flange in a welding neck flange arrangement.
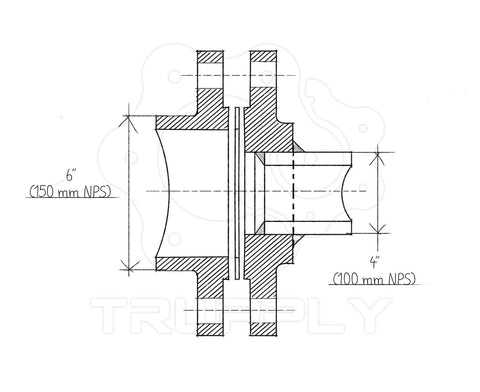
Reducing Flange
A reducing flange changes the line size without adding an extra fitting. The reduction in a reducing flange is always abrupt compared to a reduction that can be achieved by concentric butt weld reducer. A reducing flange is commonly available as threaded reducing flange or slip on reducing flange. A 6" by 4" reducing slip on flange will have the flange dimension (outer diameter, bolt circle diameter) of an 6" flange but the hole of a 4" flange. This allows it to mate to an 6" pipe via flanged connection but connect a 4" pipe instead.
Pipe Flange Faces
Flange face provides a mean to mate the flange with sealing element, usually a gasket. Even though there are many face types, most common flange face types are following;
Raised Face
Flat Face
Lap Joint
Ring Joint
Tongue and Grove
There are two type of flange face finishes for Raised Face and Flat Face Flanges;
Both serrated finishes have grooves 1/16" deep with 24 to 60 groves per inch.
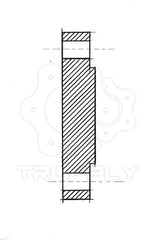
Raised Face
The back end of raised face flange has a lip that is 1/16" high for pressure classes 150#, 300# and 600#. For flange 900# or higher, the lip is 1/4" thick. Picture above shows a raised face flange.
Flat Face
The back end of a flat face flange, is flat. People sometime confuse it with lap joint flange, however the flat face flange does not have round edges on the bore. Picture above is an example of a flat face flange. compared it to picture from raised flange flange to observe the difference. Flat face is commonly used on cast iron flanges and as mating flanges to pumps and valves in low pressure application.
Ring Joint
A ring joint face design has a grooved slot in which a metal ring gasket is inserted to creating a seal with mating flange. The metal ring is available in oval or octagonal shape. Most common material for ring joint gasket is 316 stainless steel which makes it ideal for corrosive applications. The picture above illustrates the ring type gaskets and the ring joint grove finish on the flange.
Lap Joint Face
Lap joint face is used on lap joint flange. It looks similar to flat face flange but has a groove in the bore for mating stub end.
Tongue and Groove
Tongue and groove face has a small contact area for the sealing element providing good gasket compression under low bolt loading. The groove slot acts like an oring groove and provide a good containment means for the gasket. This is ideal under high pressure application. The picture above illustrates the tongue and groove face flange.
Flange Marking
Flange markings are governed by ANSI ASME codes. Flange marking includes;
Scroll below for Industry Standard, Series A, Series B and AWWA Flange Dimensions.
Pressure and Temperature Rating of Flange
Table hereshows pressure and temperature rating of A105 flange.
Pipe Flange Material
Carbon Steel Flange A105
Description
This standard cover forged carbon steel piping components for ambient- and higher-temperature service in pressure systems. Flanges are ordered either to dimensions specified by the purchaser or to dimensional specifications such as ASME 16.5 and API 6A. Forgings made to ASTM A105 are normally limited to maximum weight of 10,000 lbs. .
Specifications
ASTM: A105
ASME: SA105, B16.5
NACE: MRO175
MSS: SP 44
Chemical Composition%
C
Mn
P
S
Si
Cu
Ni
Cr
Mo
V
0.35
0.60-1.05
0.035
0.04
0.10-0.35
0.4
0.4
0.3
0.12
0.08
max
–
max
max
–
max (1)
max (1)
max (1-2)
max (1-2)
max
The sum of Copper, Nickel, Niobium, Molybdenum and Vanadium shall not exceed 1.00%.
The sum of Niobium and Molybdenum shall not exceed 0.32%.
Note: For each reduction of 0.01% below the specified carbon maximum (0.35%), an increase of 0.06% Manganese above the specified maximum (1.05%) will be permitted up to a maximum of 1.35%.
Tensile Requirements
Tensile Strength: (KSI) = 70
Yield Strength: (KSI) = 36
(KSI converts to MPA {Megapascals} by multiplying by 6.895)
Type 316 is a molybdenum steel processing improved resistance to pitting by solutions containing chlorides and other halides. In addition, it provide excellent tensile, creep and stress-rupture strengths at elevated temperatures. Type 316 is available in low carbon (316L) and high carbon (316H) alloys.
304 stainless is a low-carbon (0.08% max) version of the basic 18-8, also known as 302. Type 302 has 18% chromium and 8% nickel. Type 304 has a slightly lower strength than 302 due to its lower carbon content. Type 304 is used in welding applications, because the low carbon permits some exposure in the carbide precipitation range of 800° F -1500° F without the need for post-annealing operations. However the severity of the corrosive environments may necessitate annealing after welding or the use of 304L. Type 304L has a carbon content of 0.03% or less.
(KSI converts to MPA {Megapascals} by multiplying by 6.895)
Typical Application
Sanitary systems
Dairy and food processing
Heat exchangers, evaporators
Feed water heaters
What is the difference between Class 150, Class 300 & Class 600 flange?
Video below shows the difference between different classes of a flange using slip on flange as an example. Same principle applies to weld neck flange, blind flange or any other flange manufactured as per ASME B16.5 standard.
*see video transcript at the end of page
We get this question a lot from customers who are new to piping industry. Steel pipe flanges are classified as per ASME B16.5 standard. The pressure rating of flange ranges from 150# to 2500#. The term "lb", "class" and "#" are used interchangeably to designate the pressure rating of the flange. The fact is that 150 lb has no relation to 150 psi and so does the 300 or 600 lb does not correlate to 300 or 600 psi pressure rating. Pressure rating of the flange depends on the material (A105, stainless, nickel alloy etc.), the heat treat condition and pressure "class". Here we will use the term "class" to NOT confuse it with pressure "rating". So what is class 150 flange or ASME B16.5 class 150 flange, as the question raised by many customers.
First lets clarify the pressure rating of steel pipe flange. The table below shows the pressure and temperature rating of A105 carbon steel flange.
As you can see the pressure decreases with increasing temperature and has no real correlation with pressure "class".
If you have any question about ANSI Flange, ASME Flange, Flange Standards or Pressure Classification, email us at sales@trupply.com.
Industry Specification for Pipe Flange
Before we dive in to the different types of flange, it is important to understand the industry specification it conforms to. So what is ANSI Flange, AWWA Flange and ASME Flange? What is the difference between ANSI Flange and ASME Flange? What is the difference between Series A and Series B Flange. We will answer all these questions.
There are four types of industry standards covering different flange types;
ANSI Flange, also called ASME B16.5 Flange
ASME Flange, also called ASME B16.47 Flange (Series A and Series B)
Industry Standard Flange (ASME B16.1 Flange)
AWWA Flange
ANSI 16.5 / ASME B16.5 Flange Specification
ASME B16.5 pipe flange and flanged fittings cover sizes from 1/2" nominal to 24" nominal. The standard covers pressure, temperature, material, tolerance, dimension, testing and marking of flange. The pressure classed included in ASME B16.5 are 150#, 300#, 600#, 900# and 1500# for sizes up to 10" nominal and 2500# for sizes 12" through 24".
ASME B16.5 standard is limited to flanges made from cast or forged material.
ASME B16.47 Series A and Series B Flange Specification
ASME B16.47 covers large diameter steel flanges from 26" nominal to 60" nominal pipe sizes. There are two types of B16.47 flanes, Series A and Series B. Both have slightly different dimensions such as thickness, bolt circle diameter and number of bolt holes. Pressure class covered by B16.47 is Class 75, 150, 300, 400, 600 and 900#. Standard covers flanges made of cast, forged or plate material (for blind flange only).
What is the difference between ASME B16.47 Series A and Series B (API605) flanges?
ASME B16.5 standard covers Steel Pipe Flanges and Flanged Fittings from NPS 1/2 through NPS 24 Metric/Inch in pressure class 150 to class 2500. It covers pressure-temperature ratings, materials, dimensions, tolerances, marking, testing, and methods of designating openings for pipe flanges and flanged fittings. Two very important flanges such as weld neck flange and blind flanges are very commonly used in piping systems. The term "B16.5" or "B16 5" is used interchangeability and refers to same standard. However, the standard ASME B16 5 (ANSI B16 5) only covers size up to 24 inches. For bigger sizes, ASME B16.47 standard covers pressure-temperature ratings, materials, dimensions, tolerances, marking, and testing for pipe flanges in sizes NPS 26 through NPS 60 and in ratings Classes 75, 150, 300, 400, 600, and 900.
Standard ASME B16.5 weldneck flanges can be bought online at Trupply (see link above)
Standard ASME B16.5 blind flanges can be bought online at Trupply (see link above)
However, the standard ASME B16.47 is further divided into ASME B16.47 series A and ASME B16.47 series B flange for Blind flange and Weldneck flange. Series B flange was also formerly known as API 605 flange. Term B16.47 or B 16 47 or ANSI B 16 47 are all used interchangeabily and refers to the same standard.
The ASME B16.47 standard incorporate MSS SP-44: Steel Pipe Flanges and API 605: Large Diameter Flanges for Carbon Steel. Hence MSS SP44 flanges are equivalent to Series A flange where as API 605 flanges are equivalent to Series B flange. Materials covered in this standard are as that in ASME / ANSI B16.5 except for nickel alloys. They also share the same pressure temperature rating as B16.5 flanges.
So what is the difference between ASME B16.47 Series A and Series B (API605) flanges?
ASME B16 47 Series A flanges are much thicker, heavier and stronger than Series B flanges for the same pressure ans size. Series A flange can withstand more external loading than Series B flange. ASME B16.47 Series B flanges need smaller fasteners, in larger quantity, than Series A flanges. They also have a smaller bolt circle diameter than that of Series A flanges. The smaller bolt circle diameter results in less flange movement after installation. Both Series A and Series B standards define weld neck flanges and blind flanges in raised face type (RF) but only Series A defines ring type joint (RTJ) flanges from Class 300 through Class 900 within this standard. Price wise, ASME B16.47 Series A flanges are more expensive than ASME B16 47 Series B flanges.
Most piping users or designers may choose Series A flanges for the new pipeline or equipment. But if you are doing some refurbishment, replacement job or non-critical piping design, Series B flanges are more popular.
See documents below for comparison of flange sizes in two main standards (B16.5 and B16.47)
Flange Dimensions as per ASME B 16 5 standard for 150# Welding Neck Flange, Blind Flange, Slipon, Socketweld & Lapjoint flange is here
Flange Dimensions as per ASME B16 47 series A standard for 150# weldneck and blind flange is here
Flange Dimensions as per ASME B 16.47 series B standard for 150# weld neck and blind flange is here
Conclusions: Standard weld neck, slip on, blind etc. flanges are covered by standard B16.5 for sizes up to 24" nominal pipe. Sizes 26" and bigger are covered by B16.47 series A or series B for weldneck and blind flanges. Series A flange is heavier, thicker and cost more whereas series B flange has more bolt holes and is lighter cheaper than series A. API605 flange and series B flanges are same thing.
Industry Standard Flange (ASME B16.1 Flange)
No national standard or governing body controls the Industry Standard Flange. The dimension and material of Industry Standard Flange has been adopted after years of "common" industry practice. It is important to note that size and material of industry standard flange are covered by standard ASME B16.1 whic his a standard for Class 25, 125 and 250 Cast Iron Pipe Flange and Flanged Fittings. Pressure rating of industry flange matches the AWWA table 4 class E standard. In sizes smaller than 24", Industry Standard Flange also matches B16.5 flanges.
AWWA Flange
This standard covers slip-on and blind flanges for waterworks service in sizes 4" through 144" nominal (100mm through 3600 mm).
We have already covered that ANSI flange means ASME B16.5 flange. ANSI and AWWA standard for flanges differ in several ways. The AWWA standard is intended for potable water use. Where as ANSI/ASME standard is aimed at industrial application. AWWA flange rating are applicable only at atmospheric temperature whereas ANSI rating covers from -20°F to 1500°F.
The two standards also differ in the scope of application. ANSI standard includes information for welding auxiliar connections while AWWA does not cover the installations. The AWWA standard only covers hub-type, ring, blind and threaded flange whereas ANSI standard has more types such as weld neck, lap joint, socket weld flange etc.
Standards covering AWWA and ANSI flanges are;
ANSI/AWWA C115/A21.15-99: “American National Standard for Flanged Ductile-Iron Pipe with Ductile-Iron or Gray-Iron Threaded Flanges”
ANSI/AWWA C207-94: “AWWA Standard for Steel Pipe Flanges for Waterworks Service-Sizes 4 In. Through 144 In.”
ANSI / ASME B16.5-1981: “Pipe Flanges and Flanged Fittings”.
Steel pipe flange gaskets are used to create seal between two flange faces. The flange face acts at the seal seat and the flange gasket compresses between two flanges, with the bolt compression, to fill all irregularities in the flange face and create a seal. The gasket is selected based on the operating condition such as pressure, temperature and chemical exposure. Gaskets are available in following three types;
Full Face Gasket: covers the full face of the flange. Generally used on flat face flanges
Flat ring Gasket: covers only the sealing surface or the raised face of the flange.
Metallic Ring Gakset: designed to be fitted in RTJ Flanges.
Flange Manufacturers and Country of Origin
Unapproved Import
Trupply carries wide variety of flanges in all prices ranges. Our cheapest flanges are generic import, mainly from India. They are made by various manufacturers and conforms to industry standards such as B16.5, B16.47 etc. Most of these manufacturers are ISO 9001 certified with quality system in place. These flanges comes with Material Test Cert for traceability. Generic import makes up 40% of all flange sales in the industry.
Approved Import
Approved import consists of flange manufacturers that have been approved by various end users after auditing their quality system and manufacturing facilities. This includes manufacturers from Europe, Korea and Pacific Rim countries. Notable approved flange manufacturers consists of;
Domestic flange are made by manufacturers in United States and are considered highest quality flanges. They are on approved list of almost all end users. A domestic flange is generally 40% higher in price compared to approved and unapproved flanges. Domestic manufacturers include;
Anti Dumping Law Suit by American Flange Manufacturers
Update Mar 2017: Boltex and Weldbend brought a law suit on India, Italy and Spain for unfair trade practices for flange imports. As of Mar 2017, the preliminary judgement was in their favor. More details are in the press release here.
*Video transcript for difference between 150, 300 & 600 # flange
Today we’ll talk about a slip on flange and different pressure ratings of a flange, we’ll use a slip on flange as an example. This is a 2 inch raised face slip on flange, and you can see it goes on a 2 inch pipe, this is a 2 inch pipe sample. It goes right here and then you weld it. When we talk about a raised face flange, we’re talking about a 1/16 lip on the back end, that you can see right here. The same flange, if it comes in a flat face, there’s no lip on the backside and you can see the difference between a raised face and a flat faced flange.
All flanges come with a marking on the side, and you can read right here, the size of the flange, the pressure rating, what specification it conforms to, and the country of origin. The difference between 150 pound and 300 pound and a 600 pound flange is mainly the outer diameter, the number of bolts, and the bolt circle. This is a 300 pound flange, raised face slip on. You can see it goes on a 2 inch pipe, because it’s a 2 inch flange, but this has more bolts, you can see right here. The bolt size stays the same for this 2 inch flange, it’s the 5/8 bolt size, but the number of bolts are higher, it went from 4 to 8 bolts.
Same thing, if you jump from 300 to 600 pound flange, again, this is for a 2 inch, you can see right here. This portion stays the same. This outer diameter is slightly bigger, this bolt circle is slightly bigger, it’s a thicker flange, you can see right here if you compare it with this one, 300 pound, but if you compare it with 150 pound, you can see the 600 pound is much thicker. Also know the difference that for 150 pound and 300 pound, the raised face is 1/16, but when you go up to 600 pound, the raised face is about a quarter inch, it’s much thicker on the back end.
In summary, the main difference between 150 pound, 300 pound, and a 600 pound flange is the number of bolt changes, the outer diameter changes, the bold circle diameter changes, and the flange gets thicker. Thank you.
*Video transcript for flange types
Today we’ll talk about different flanges such weld neck flange, slip on flange and blind flange etc. These are all steel pipe flanges. This is a slip on flange and this is a 2 inch flange, 150 pound. All flanges that we are showing you today for the purpose of this video are 150 pound flanges. 2 inch flange, this is a 2 inch pipe sample, and you see the slip on flange is the easiest one, you just slide it on and then you weld it. This is a raised face flange, and the raised face flange, on the backside of the flange, right here, you can see that has a lip, a 1/16 inch lip. This is also a slip on flange, but this is a flat face, and we are showing you as an example that this does not have a raised face, this is a flat faced flange slip on flange.
This is a 2 inch flange, but this is a threaded pipe flange. You can see the pipe threads here. If you have a 2 inch pipe and you have a thread on it, then you simply thread it in. That’s the only difference between a slip on or a threaded flange. Again, this is also a raised face, so it has a 1/16 lip on the backside. A 150 pound, 2 inch, threaded flange.
This is a socket weld flange. 2 inch, raised face, 150 pound socket weld flange. Remember, all flanges have a stamping here that shows the size, the pressure rating, the country of origin, the specification, the material. A socket weld flange, if you can see right here, has a little socket. The pipe goes in here and it fits in the socket and then you can weld it. You can see from the backside, this is a standard schedule pipe, this is a standard bore socket weld flange, and it’s very flush from the backside.
On the socket weld flange, you have to specify the pipe schedule. The pipe schedule, this is a 2 inch nominal pipe, and this is a standard schedule pipe, and this is a standard schedule socket weld flange. The pipe schedule and the bore of the socket weld flange has to match so that there is no raised face, there is no protrusion on the backside. The difference between a socket weld flange that has a bore of schedule 40 or schedule 80 is that this inner bore will change so it matches the bore of the pipe. That’s what you’re trying to do.
Remember, on a socket weld flange, other than specifying if it’s a 150 pound or 300 pound, you also have to mention if it is for a schedule 40, schedule 80, schedule 120, schedule 160, what is the schedule of the pipe where you’re trying to use this socket weld flange.
This is a weld neck flange, this is a very popular flange, a lot of people use it. Again, as the name says, it has a welding neck right here. 150 pound flange, it has four bolts, again, raised face, it has a little lip on the backside, the stamping on the side. The way the weld neck flange is used is you take a pipe, again, this is a 2 inch pipe, and you have to have a bevel. This does not have a bevel, but if you are installing, you’ll have a bevel, and then you just butt it up right like this and then you make a weld. That’s how it is installed and it’s called a weldneck flange, this is a welding neck of the flange.
On the weldneck also, you have to specify the bore, so if you specify the schedule, whether it’s for schedule 40, schedule 80 and so on, that will determine the size of the bore here. Again, this is also, that once you weld it, you don’t want your pipe to be thicker than the flange; that will not be good for the flow. Once you specify the right schedule of the flange that matches the schedule of the pipe, if you look from the inside, it will be almost flush. You won’t be able to see any edge sticking out. A weld neck pipe flange.
This is a lap joint flange. The difference between a lap joint flange and a slip on flange, I want to show you a slip on flange, which looks very similar. From the outside, it almost looks like the same. But you look on the backside, it has a little radius and a little end right here. Some people confuse it that this is a flat faced flange. It is not. If you look at the difference, if you just look at the backside, you will see that this is different because it has a little radius. I’ll show you right now why it has a little radius, that lap joint flange.
For example, I have the same flange in stainless steel, this is a stainless steel 304 flange. Whenever you’re using a lap joint flange, you use a stub end. The radius is for the stub end, so you do like this and that’s why it’s called a lap joint flange. You need to have a stub end and that is the purpose of that little radius right there.
This is a blind flange, and as the name says, there is no bore in it, just a blind flange. Again, 2 inch, 150 pound, blind flange, no bore in it. This is a 2 inch one. Again, it’s hard to see how the 2 inch fits on it, but the outer diameter matches what a 2 inch flange is.
This is another example of a stainless steel flange. We carry both carbon steel, stainless steel, nickel alloys flanges and this is a 304 flange; it’s also available in 316. This is A105 forged material also available in A105 normalized, you just have to specify what flange you want. Thank you.
A Dive in to Special Flange Materials
We have talked about common flange types such as A105 flange, 316 and 304 stainless steel flanges above. These flanges make up for 80% of the flange demand. There are, however, special applications in petrochemical and refining industry where a more robust material chemistry is required due to corrosion, low temperature or high pressure. Below we will discuss special flange materials that are used in B16.5 and B16.47 flanges.
Low Temperature (Low Temp) Carbon Steel Flanges
A350 LF1, LF2 and LF3 are low temp carbon steel flanges, commonly available in the market.
They are suitable for use down to –20ºF for LF1 flange, –50ºF for an LF2 flange and -150ºF for an LF3 flange.
The most common low temperature flange is A350 LF2 flange. LF2 is very similar to A105 flange but is tested to charpy V-Notch test at -50F for toughness.
350 LF2 is a carbon steel fitting material, very similar to A105, that is used in general industrial applications and can withstand continuous service down to -46F. This material is supplied in a normalized condition and then Charpy V-Notch tested at -50F.
Most often the term used for "low temp flange" means A350 LF2 flange, unless otherwise specified.
High Yield Carbon Steel Flange
ASTM specification A694 covers the carbon and alloy steel forging for flanges, fittings and other high pressure transmission applications. This spec covers material used in high pressure wellheads, pressure piping and equipment manifolds.
High yield A694 flanges are available in F42, F46, F48, F50, F52, F56, F60, F65, F70. The last two digits implies the yield strength in Ksi. For example an F50 flange will have a yield strength of 50 ksi compared to 36 ksi yield of a regular A105 flange. The high yield strength is critical in high pressure and high temperature applications.
Chrome Moly Alloy Flange (Chrome Flange)
A182 / SA182 specification covers forged low alloy and stainless steel flanges, valves and fittings.
Chrom moly is an abbreviation of Chromium Molybdenum Steel. It is has high tensile strength and malleability, along with good weldability. Chrome flanges are less corrosion resistant that regular stainless steel flange but offer higher tensile strength and weight to strength ratio.
Most common chrome flanges are F5, F9, F11 class 2 (CL2) and F22 class 3 (CL3)
Choosing a selection results in a full page refresh.
I bought the wrong fittings and then ordered the correct ones. I have reached out multiple times and I see about how to return the wrong fittings and have gotten no response. I’m happy with what I got I’m just not happy you’re not responding and sticking me with the incorrect ones